
一.应用需求分析:
所要检测的物体为金属铸件,在铸件的规定位置都有M2螺纹安装孔。视觉系统的任务就是检测这些安装孔是否存在螺纹。
二.系统选型:
由于样品螺纹分布范围较大,一台相机只能拍摄工件的某一部分,预计使用3台相机来完成这个检测项目。使用Sherlock软件来进行视觉处理能使每次的检测速度低于200ms.
A.硬件系统组成:
1套加拿大DALSA Coreco IPD生产的VA40视觉检测系统

3台640 x 480工业CCD相机

1个相机固定支架
3条
3个
2~4个前光源
B.光学安装图表:
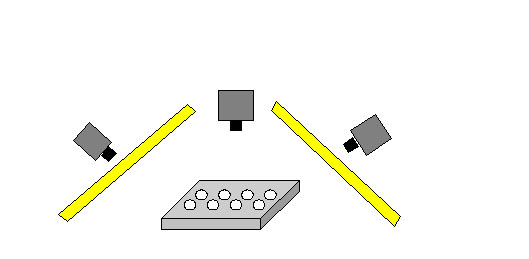
C.安装位置:
相机镜头与待检工件的垂直距离为
相机镜头与待检工件边缘的水平距离为
光源的安装垂直高度为
光源与待检工件边缘的水平距离为
光源的安装角度为46度
三.检测流程
1.设置定位点
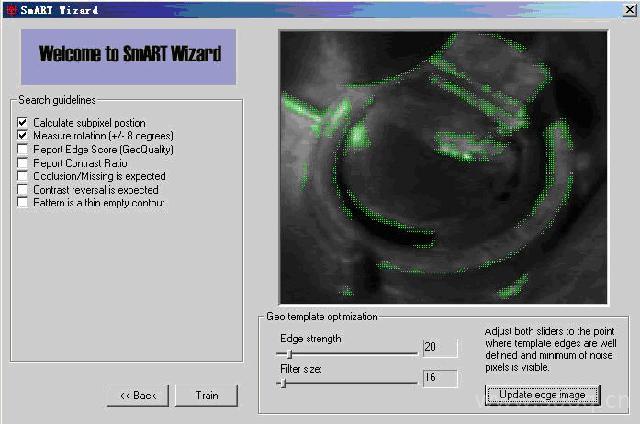
由于待检测工件在生产流水线传输过程中不可避免位置会发生偏移动,因此在检测时我们必须在软件中对所拍图像进行自动定位。我们选取工件中两点作为定位点,下图是对第一个定位点进行培训学习:
对第二个定位点进行培训学习,如下图所示:
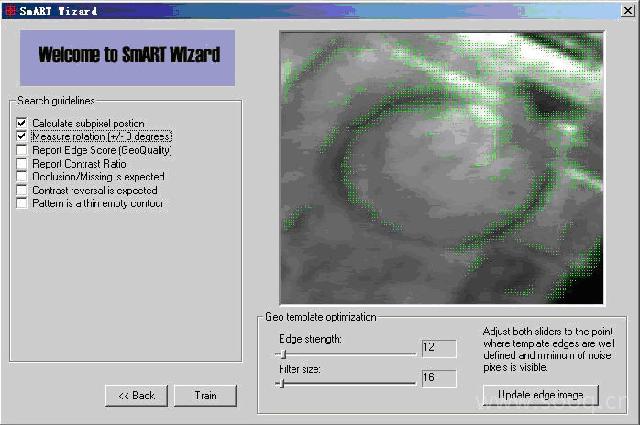
我们使用了2个搜索算法用于标定位置。通过寻找2个在工件上标定出的部位来使检测区域自动调整至螺纹孔上方。
下图中蓝色标记点是为此工件设置的两个定位MARK点。

2.螺纹检测原理
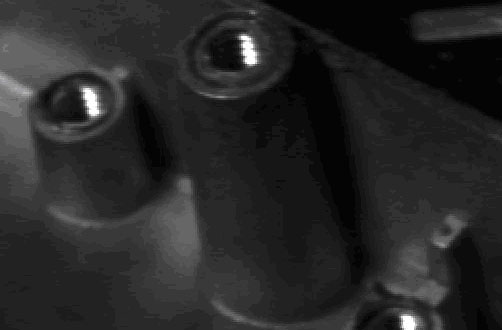
如图中所示,M2孔中螺纹在光源照射下反射出较其背景明亮的白色亮光,如果孔中不存在螺纹则不会出现白色亮光。
我们首先在每个螺纹孔上方设置一个检测区域,见图中绿色PEEK框:
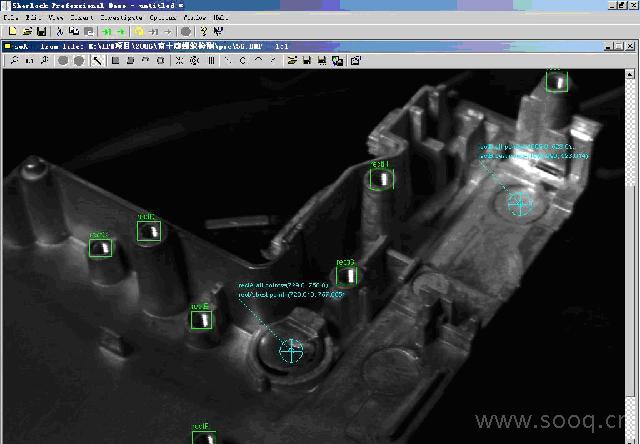
我们通过灰度值平均检测算法统计出检测区域中白色像素的个数,如果螺纹存在那么白色像素数量应该大于2300,如果螺纹不存在则这个数量应该小于1500。这样便能够快速的识别出是否内部存在螺纹。
当待检工件位置发生移动后,由于我们设置了自动定位点,所以每个螺纹检测区域都能随着工件的移动而做出位置上相应的调整,见下图所示:

黄色虚线方框为移动前的检测位置,当工件移动后,检测区域会精确的自动移动到相应的螺纹孔上方。
3.视觉系统信号输出
VA40视觉系统可以通过串口、以太网、内置数字I/O输出Pass/Fail检测结果信号。
四.视觉系统注意事项
1. 检测系统很容易受到强光影响。建议铸件检测环境应该避免非检测光源的干扰。
2. 待检铸件应该安放在相机的FOV(拍摄范围)内。
深圳市众为兴数控技术有限公司
电话:0755-26722719
传真:0755-26722718
视觉事业部
E-mail:ipd@
(转载)

