
| 2相关工艺参数的设计 2.1 牵伸倍数 赛络纺重量牵伸的计算方法与传统计算方法相同。在选择机械牵伸时,因两根喂人粗纱中间有一定间距,张力牵伸较大,牵伸效率应根据不同的原料进行选择。 2.2捻系数 选择赛络纱捻系数时,应高于传统环锭纱捻系数的15%~20%。因赛络纺纱单根须条上的捻度较低,纤维间抱合力差,易出现单根断头现象。因此,设计赛络纺纱捻系数时应偏大,但选择过大(接近临界捻度),会造成成纱手感僵硬,强力降低,所以要求一般不超过同类产品捻系数的20%。 2.3粗纱条间距 喂人粗纱条中心距大小直接关系到成纱效果和设计捻度向两须条的传递,影响到断头根数,因此是一个关键参数。当设计捻度一定时,粗纱条中心距大,赛络纺纱效果好。但间距过大,捻度向单根须条传递减少,易出现单根须条断头。在一落纱中叶子板距罗拉握持点距离由大逐渐变小,则赛络纺纱中须条汇聚点距前罗拉距离也逐渐变小,汇聚点处两须条夹角增大,影响捻度传递效果。因此,选择好粗纱条间距是关键,使用可凋式双喂人装置可以有效解决这一问题。 2.4吸棉口负压 细纱机车头吸棉笛管吸棉口负压应大于392Pa,单纺助接器借助于吸棉口的负压,使前罗拉钳口处的须条吸入吸棉口时运动轨迹改变,从前钳口经导须台后到吸棉口。如果吸棉口负压小,导须台尾端吸人点对须条的吸力可能小于导须台面对须条的摩擦力,纤维运动受阻,发生堵塞现象。实践表明,吸棉口负压大于392 Pa时有利于断裂须条的收集。 2.5钢丝圈的选择 由于赛络纱的设计捻系数比同号普梳环锭纱大20%,左右,因此钢丝圈应偏重掌握1号~2号。 2.6常用工艺配置 赛络纺纱常用工艺见表1。 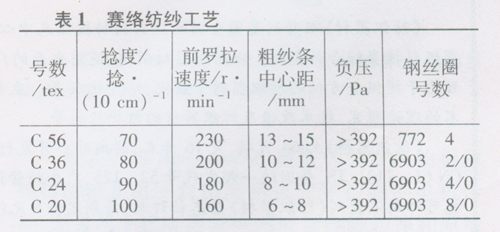 3操作方法 安装赛络纺控制装置后,传统的操作方法有所改变。 (1)粗纱断裂后接头。当粗纱单纺卡断器将断裂粗纱控制后,在两根粗纱全部断裂引头时,将两根粗纱直接喂入双喂人装置,进入牵伸区,在单纺断头助接器处接头,使其先正常纺纱以节省时问,然后再将两根粗纱分别放入定位圈和探杆吊环中。在正常纺纱过程中换粗纱包接头时,应先将相邻的另一根粗纱从定位圈中取出后再包接粗纱,等包接头后的粗纱拉紧时再将两根粗纱分别放入定位圈中。 (2)细纱接头。纺纱过程中如果罗拉钳口处两根须条全部断裂,应取纱管,观察是否卷绕有单股纱,有则将其退绕至正常纱处。拔管、挂钢圈动作与传统动作一致,卡头时所留纱稍长,将食指指肚靠近单纺断头助接器的集棉口处并向上微挑,让纱头与集棉口的纤维须条相触,然后迅速将手松开。不能将纱头靠近罗拉钳口处进行接头。 4成纱质量 在安装赛络纺单纱控制装置后,赛络纺纱生产正常,控制效果较好,纺制的赛络纱成纱质量较好,粗节、细节、棉结减少,条干改善,成纱毛羽减少。成纱质量见表2。  5 结束语 纺纱实践表明,对细纱机的传动稍加改动和调整后,安装使用赛络纺控制装置是可行的,对赛络纺单纱能进行有效控制。由于赛络纺单纺助接器对吸棉负压的要求较高,有些采用低速吸棉风机的细纱机(电机功率1.5 kW以下,风叶直径370 mm以下)就难以直接使用赛络纺控制装置,但经改造后仍能配用。使用赛络纺控制装置后所生产的赛络纱质量有保证,且赛络纱本身具有独特的风格,能广泛应用于免上浆经纱、起绒用纱及针织用纱等,开发出新颖独特的面料。 |
(转载)

