
张力控制及多机联动系统概述
为保证产品的质量和生产的效率及可靠性,目前国内常成套进口整套控制系统。为帮助各厂家完善设备、提高效率、降低成本、提高产品竞争力,我们精心设计制作了一系列张力控制及多机联动系统,针对目前国内相关设备的设计、制造及进口设备、旧设备的改造更新,提出了现实张力伺服控制及多系统联动的优化方案。
1.张力伺服控制系统组成:
张力伺服控制系统常包含张力检测单元、张力控制运算单元、张力锥度控制单元、伺服执行机构等。
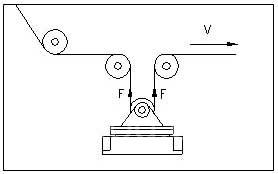
力传感器式张力检测单元是通过检测轮将卷料张力以微变形的方式反映到压力传感器上,然后通过应变检出装置检出张力,再将信号经放大后送张力控制运算单元处理(如下图)。由于传感器自重及检测轮及卷料的重量的存在,
力传感器检测方式
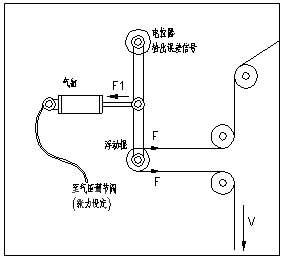
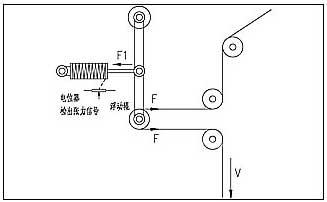
气压浮辊式张力检测单元通过对连接在检测辊浮动摆臂上的气缸气压的调节来检测卷料的张力,当气缸气压设定后,摆臂上的气缸推力F1即为定值,如浮动辊上的卷料拉力2F(F为卷料张力)加摆辊重力的水平分量不能与F1平衡,则摆臂即偏离原来的位置,而使连接于摆臂端的电位器发生偏转,忽略摆辊重力的影响,此偏转即为实际张力与设定值的偏差。通过张力伺服系统控制纠偏后,浮动辊应停流在图示的平衡位置,此时,摆辊重力的影响亦自然消除,实际卷料张力与期望值相等。处于平衡态的该类系统,当发生较强扰动时,如系统瞬间来不及发生反应,则卷料上的张力波动可暂时因浮动辊的偏摆而得到有效缓解。在某些机构中,图中的气缸可由弹簧及阻尼机构替代,从而演化为下图所示的模式。
气压浮辊式张力检测方式
浮辊式张力检测方式
3.张力运算控制单元及张力锥度控制单元
张力运算控制单元的原理框图如下:
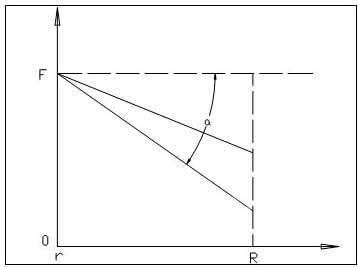
张力锥度及张力初
张力锥度及张力初值含义如图,图中F是卷料半径最小(等于卷芯半径)时的实际张力,角α即为锥度角,当卷料半径卷至x时,实际张力f由下式得到:
f=F-(x-r)tgα
张力锥度角α的设置应使卷径达到最大卷径R时张力值不出现负值为限。
如果采用恒张力控制,则张力锥度为零。
4.张力执行机构
在中高档张力控制及多机联动系统中,由于更高的速度及生产工艺对张力控制提出了更高的要求,使得磁粉离合器已不能胜任该类系统的执行单元,目前进口的中高档印刷机、分切机、复合机、印染机等均采用交、直流伺服系统。
MFC系列变频器具有优秀的宽调速特性及稳速特性,它可驱动最普通的Y系列三相异步电机实现200倍以上的开环调速比,可以使您的设备从零速开始真正做到平滑升速,让您的用户一开机就能得到满意的印刷包装成品。在机器进入稳态后,MFC的速度控制精度可达0.2%,即使出现外部因素强烈变动带来100%的负载变化(即负载转矩在零转矩至满转矩之间突变),MFC控制下的速度变化率也不超过额定速度的±1.5% 。
MFC系列宽调速
MFC独有的快速反应性能亦是设备生产厂家期待已久的。通过简单地改变升降速梯度,可使电机在0.1—0.2秒内由零速度升到额定转速,并且可以连续快速启动、减速停机、换向,而且在整个过程中电机绝不过流!
MFC系列宽调速变频器可广泛应用于复卷机、分切机、复合机、连续轮转印刷机、多色连续印刷机、制袋机等。由于MFC系列宽调速变频器所配的电机为Y系列电机,因而配套价格低廉,免维护性能好,与传统的滑差电机或进口矢量变频器相比,具有明显的性能、价格优势。
下表是几种主要控制模式变频器的性能、特色比较:

系列宽调速矢量变频器用作张力控制的执行单元:
不同于普通的VVVF变频器,MFC系列宽调速矢量变频器可以象伺服系统那样用-10V~+10V的设定电压直接控制廉价的Y系列三相异步电机的转速和转向,并且在电机速度过零时稳定运行实现平滑换向,同时,MFC系列变频器具有很强
系列直流伺服系统/NC系列交流伺服系统用作张力控制的执行单元:
SC系列直流脉宽伺服系统是一类高性能的直流伺服系统,广泛应用于各类要求快速相应、精密跟踪的执行机构中。NC系列感应式交流伺服系统是基于交流调速原理的最新突破而开发的,它使廉价的感应电机达到了无刷直流电机或同步电机构成的交流伺服系统的运动指标,并且NC系列交流伺服系统的价格相当于同等伺服精度进口交流伺服系统价格的2/3~1/2,具有很强的竞争力。
8.多机联动控制原理
多机联动是基于对系统中的某一传动机构的速度进行跟踪而实现控制的,跟踪方式可以是多种多样的,如速度直接跟踪伺服、位置随动伺服、通过张力伺服控制器进行速度跟踪等。
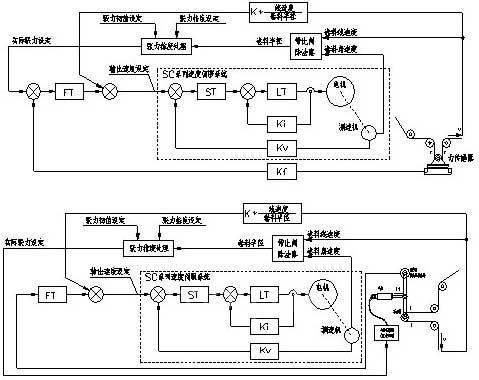
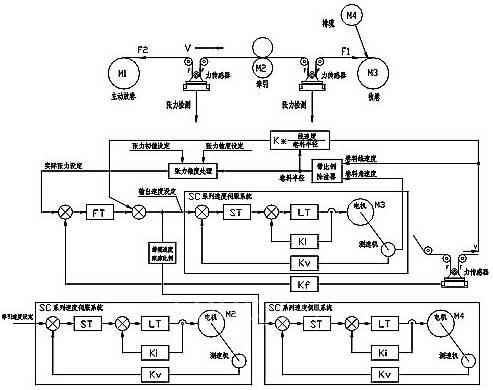
下图是简单的速度-张力联动系统的示意图,该结构广泛应用于真空镀膜机、复卷机、印刷机、线缆设备等,是该类设备的基础结构和技术关键。其中,电机M2为主传动电机,对它的速度控制决定了整条生产线的走料线速度,M1为放卷电机,系统通过张力伺服控制器和引入的主线速度信号及通过计算或测量得到的放卷卷料半径来控制电机的旋转速度,从而实现对主线速度的跟踪。M3为收卷电机,它与放卷电机的区别是引入了收卷张力锥度,系统根据预先设定的初始张力、张力锥度、当前主线速度及通过计算或测量得到的收卷半径来计算、控制收卷电机的旋转速度。M4是一个独立的速度跟踪部件,如在线缆设备中的排缆机构,它实现速度跟踪的方法是直接速度跟踪,即根据收卷速度及跟踪比例调节器进行线性跟踪。如果M2电机的控制器为双向驱动控制器,则整个系统成为可逆系统,即可正向走料也可反向退料。
在图示联动机构正常工作时,主动放卷M1和收卷M3系统中常有一个是处于发电状态的,联动控制系统将其发出的电能以泵能方式回馈至公用的直流母线供处于电动机状态的分系统使用,因而系统同时还具备很好的节能效果。
(转载)

