
在磨削拉刀前刀面时,工件、工具调整复杂,测量困难。在使用拉刀过程中,拉刀变钝后通常是在工具磨床上、进行磨削加工的。并且,砂轮直径随着不断刃磨及修整而减小,所磨出的拉刀前角值会逐渐增大,难以获得定值的前角。同时,反复磨削还使拉刀的金相组织发生变化(刃部变软)。这样磨削后的拉刀在使用过程中,拉削的零件表面质量差,耐用度降低,影响了拉刀的使用寿命。如果采用挤压拉刀前刀面的工艺进行拉刃修整,则消除了刃磨修整中的不利因素。
一、拉刀刀齿挤压特点
1 、拉刀刃部的加工硬化
生产中,使用的拉刀材料通常为W18Cr4V,其性能与合金的金相组织及其形态有着密切的关系。磨削改挤压,不破坏拉刀的金相组织。刀齿经过挤压处理后,产生一定的塑性变形,能恢复已经磨小了的拉刀直径,且塑性变形产生加工硬化,提高拉刀硬度和强度。
2、 避免因过热引起刃部硬度降低
采用前刀面挤压工艺加工,挤压刀具与拉刀前面接触长度短、接触面积小,加上冷却润滑液的使用,拉刀的温升很小,有效避免了拉刀刃部因过热引起退火而使其硬度降低的问题,从而提高拉刀的耐用度。
二、拉刀的挤压工艺
1、 挤压工艺
a.将需挤压的拉刀装在普通车床上,前导部用四爪卡盘夹牢,后端用顶针顶紧。千分表校准,使刀齿的径向跳动小于0.02mm,以稳定挤压质量。
b.拉刀转速控制在50-80 r/min
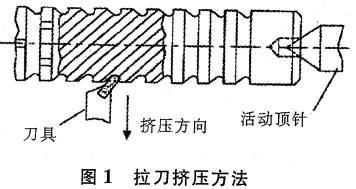
c.挤压刀具采用负前角的硬质合金车刀,也可用焊接式左偏刀改制。刀具固定在刀架上,挤压时从后往前、从里向外逐齿挤压。同时,应将大拖板固定,手动缓慢、均匀进刀。为保证挤压效果,需涂刷硫化油。挤压方法如图1。
d.在挤压过程中,用外径千分尺在圆周方向上等角度测量挤压齿各方向的尺寸。当达到所需尺寸时,再挤压另一齿。
对直径φ26mm, φ40mm的圆孔拉刀进行了多次挤压试验。具体工艺参数见表1。
如果挤压之后的拉刀直径大于要求的最大极限尺寸,可用油石进行研磨,以达到规定值。由于拉刀挤压后直径的增加可控制在0.02mm以内,因此大多数拉刀挤压后不需要进行研磨即可使用。
2、挤压技术要求
a.逐齿测量外径尺寸,做好记录,确定齿升量,做好尺寸分配方案。
b.挤压刀刃在装夹时应与拉刀的轴线保持水平,过高或过低都将在挤压过程中产生振动。如产生振动时,要停车检查,重新调整挤刀的安装位置。
c.手动进刀时,用力不能过猛,要有轻松感。刚开始挤压时,建议进刀3-5次后测量一次尺寸,以保证挤压尺寸的准确。
b.刀齿经挤压后,同一齿上塑性变形量可能有微量差异,尤其是齿升量较大者。外圆加大后,圆度较差,需修磨外圆。3挤压与磨削工艺对比3.1拉刀刃部性能与形状的变化拉刀前刀面采用的挤压工艺与传统的磨削加工工艺相比具有以下优点。
a.提高了刃部的硬度。挤压后硬度为 65~67 HRC,磨削后硬度63~65 HRC。刃部硬度的提高不仅可有效提高工作表面的质量,而且能延缓刀具的磨损。
d.改善刃部的综合性能。拉刀刃部经挤压后,晶粒沿变形方向伸长和扭曲,变形引起位错密度增加,使材料强度和硬度升高,同时可避免崩刃现象的发生。磨削后,刃部硬度由于受热而降低。
c.修复拉、刀因磨损引起的直径变小。由于前刀面的挤压可使直径微量增大,这样可有效地解决因切削齿磨损直径变小而引起的每一个校准齿与最后一个精切齿之间齿升量变大的问题,消除校准齿担负切削工作,提高工作表面质量。
d.可获得定值的前角。因为挤压刀具是沿着前刀面进行挤压的,可获得定值的前角,并且可使容屑槽的圆弧尽量保持制造时的形状。因而,可以避免拉刀在多次重磨后,容屑槽的形状由原来圆弧形变成台阶形,使切屑不易卷曲,在刀齿顶部互相倾轧,影响刀齿顺利工作,最终造成工作表面局部划痕等缺陷的产生。
3、拉刀经挤压与磨削后的加工效果对比
a.拉刀挤压后的应用效果:工作表面粗糙度为Ra1.6~0.8m,加工精度可稳定在H7,挤压一次拉削长度可达110~120m。
b.磨削后的加工效果:工作表面粗糙度为Ra2.5~1.0um,加工精度为H7-H8,磨削一次拉削长度一般为90~100m。
三、结语
采用挤压拉刀前刀面的工艺,可避免刃磨拉刀时因磨削引起刃部硬度下降的问题,有效改善了刃部的综合性能,并能获得定值的前角。同时,可修复拉刀因磨损引起的尺寸变小,提高了拉刀的耐用度。
把拉采用挤压工艺可挤压5-8次。修复后的拉刀,使用寿命提高30%以上。采用该工艺,不需投入新设备和工装,花费的工时也少。因此,拉刀采用挤压工艺修整,使用效果好并可获得较好的经济效益。
(转载)

