
1 配置
1.1 H6-T三轴车床版
1.2 B2伺服1KW*1、1.5KW*1、2.0KW*1
2 工艺介绍
磨床最大特点就是使用成型砂轮靠近工件,就能完成产品加工,因而最关键的部分就在于对砂轮的修正。工艺介绍如图1所示。
其中,蓝色部份为砂轮需要修整出来的形状,最高点到最低点为4μ的圆弧。此外,新砂轮需要有单独的修整动作,而旧砂轮修整时需要自动将修整量自动补偿进去。当砂轮小于制定直径时需要有报警机制。不仅如此,修整需要进行独立画面设置,以改变圆弧凸度的形状。
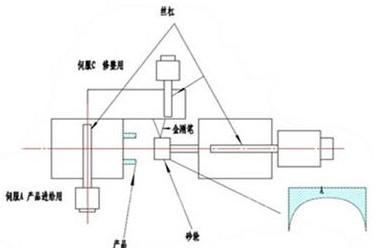
图1 工艺介绍图
2.1 工艺实现
将砂轮放大看的话是一个对数曲线,不是标准圆弧的一部份,所以不能直接用G02或者G03指令实现。如图2所示。
因而要转成图3所示图形,将砂轮长度部份分成30等份,等份之间用直线进行连接,然后使用者只要设定没一段的高度,即可以得到不用形状的曲线,这部份参数需要做成画面。
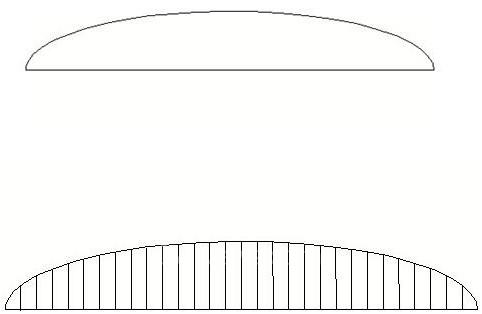
图2 工艺实现图
2.2 变量规划宏变量功能(单位)设定值
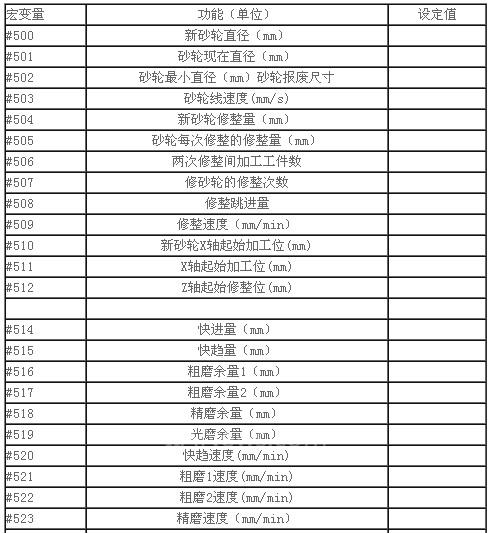
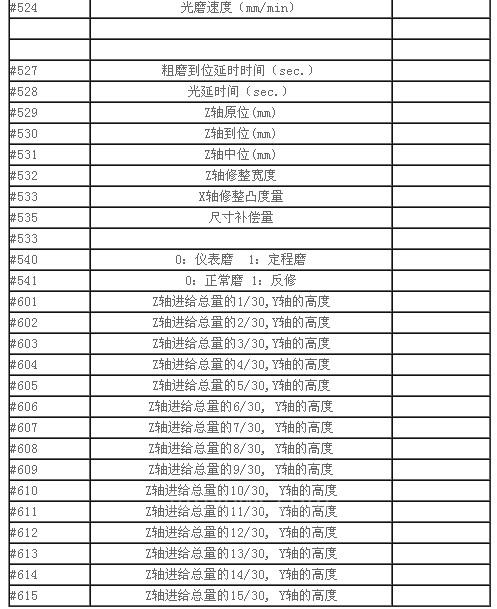
图3 宏变量定义图
2.3 画面规划


图4 画面规划
2.4 MARCO规划
对于一个主程序调用需要做到以下几点。首先,新砂轮修整速度比较快,只要修整到指
定直径即可。其次,旧砂轮修整需要根据前一次修整量再进行修整,并且修整到指定最小直
径时会有报警。最后,加工程序需要根据已经修整过后的砂轮直径进行加工位置调整
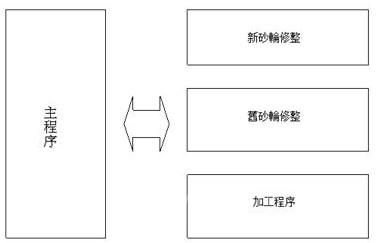
图5 MARCO规划
2.5 伺服调整
由于圆弧的高度只有4μ,而且需要分成30等份,所以Y轴的精度所以是0.1μ。B2伺服为16W脉冲一圈,螺杆节距为6mm,所以B2的精度是足够的。因此只需要电子齿轮比增大10倍,系统画面改为3/4显示即可。
2.6 加工效果

图6 加工效果图
表面是看不出来效果好不好的,要用专业仪器才能看出弧度,图8为使用轮廓仪探测出来的曲线。目前,这个曲线已经优于FANUC,三菱等系统做出来的效果。
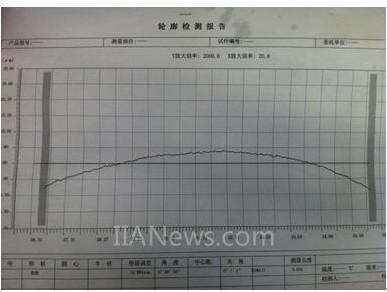
图7 使用轮廓仪探测出来的曲线
3 结束语
用PLC的价格实现FANUC系统才能显示的效果。以超高的性价比、良好的操作性能、不需要记忆变量等的人性设计,取得客户的广泛认可,为台达的数控系统逐渐切入轴承行业奠定一定基础。
(转载)

