

机器简述
淋膜机
采用流延复合工艺, 将聚乙烯或聚丙烯, 通过加热挤出, 给压延冷却, 收卷而成的成套机械. 挤出机采用ф65-ф160/28:1-33:1 的大口径大长径比的料筒料杆, 模头内部型腔, 结合国外先进结构采用T+S 的型式用途:适用于生产各类无纺布、纸张、编织布、土工布单层及多层涂膜。
方案系统结构图
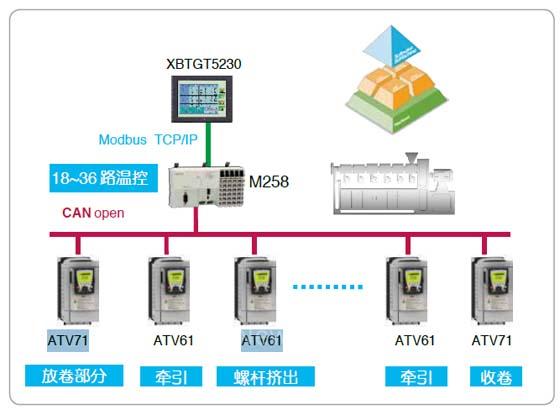
控制要点实现
● 温度控制:M258 有 6 路温度采集模块,可以采集 J、K、S,N 型热电偶传感器信号,达到16 位精度,通过PLC 内部PID 功能块实现温度的双向控制精度可以达到±1 度,控制通道可以达到100 路
● 机头压力控制:通过采集压力传感器的信号,利用 PLC 内部 PID调节螺杆挤出速度来实现
● 收放卷控制:在有伏辊方式下应用变频器内部 PID 功能,快速而实时实现恒张力控制,针对大小卷PID 控制参数不同,可以通过PLC Canopen 总线以通讯的方式来实时不停机的多段参数控制,实现了不同卷径下收放卷张力的恒定。如没有伏辊方式下实现控制恒张力的收放卷,变频器需要用到闭环模式下的扭矩控制方式,由PLC 内部计算卷径、惯量补偿、动摩擦补偿、静摩擦补偿,锥度计算来得到变频器的扭矩,从而实现运行过程中张力的恒定

系统特点
● 无缝连接:整个系统采用 CANopen 现场总线结构,基于 PLC 和 变频器内置的CANopen 总线接口,在于硬件选型上实现简化,在软件配置上以通过填表的方式替代原有的编写程序通讯实现功能,以达到系统的无缝连接
● 透明化:基于 CANopen 总线的应用,系统中接入到总线上的各个节点比如说收卷变频器,我们可以非常容易的得到变频器整个运行参数,比如电流、速度、报警代码、供电电压、PID 输出等等,可以通过这些参数我们可以监控到运行状况,使得调试过程和报警处理过程得到更加简化,整个系统更加透明,这是传统的模拟量控制方式下无法实现的
● 高效而稳定:CANopen 总线的速度在长度 25 米以内可以达到 1M 速率,在整线调速过程中更加实时的调节,总线短帧方式将在现场运行中受到更少的干扰,从而提高整个系统效率和稳定性
● 高性价比和开放性:作为一种通用的开放式总线,施耐德电气把它集成到PLC、伺服、变频器,传感器中,不再另加成本。CANopen 总线开放性可以很好的在与第三方设备通讯上体现出来。
总结
施耐德电气一直致力于技术的不断创新,技术服务持续提升。在此方案中体现在我们新一代的产品应用,高效稳定且经济型总线在我们在产品上的应用,使系统更加集成化,更专业化、更完善、更稳定。
(转载)

