
摘要 :
本文主要介绍了 LMC058 运动控制器与 LXM23A 伺服系统在数控三轴钻铣床的成功案例,主要采用了CANMotion 运动控制总线实现对伺服系统的控制,并可以执行由CAD-CAM 软件生成的 Gcode 文件,从而实现了 CNC 的功能。
本文重点介绍了工艺原理、结构特点、工艺流程、控制方案等。
关键字:LMC058、CANMotion、CANopen、Modbus TCP、LXM23A、ATV312、上位机
前言:近年来,随着我国大规模的基建投资和工业化进程的快速推进,铝型材作为建筑领域和机械工业领域里重要的应用材料,其整个行业的产量和消费量迅猛增长,我国也一跃成为世界最大的铝型材生产基地和消费市场。
本文中的应用客户系专业从事铝型材门窗加工设备的研发、制造和销售的中国顶级品牌企业,在国内率先研发出数控三轴钻铣床等高精尖设备,填补了行业空白。
一、工艺简介
1、设备外观
数控三轴钻铣床 LZX-CNC-3500 主要用于幕墙五金配件、铝合金、塑钢门窗五金配件、工业铝材、轨道交通、有色金属材料安装孔、排水槽及锁孔等各种孔槽的加工,一次装夹,可完成多个孔槽的钻铣工作,可通过 CAD-CAM 软件对加工图形进行转换,从而生成Gcode 文件,由伺服系统完成孔槽的加工;本设备具有倍率调整、紧急停止、暂停、单步执行、双坐标(机械坐标与工件坐标)、可执行 Mcode 等功能;具有操作简单、性能可靠、技术先进、易于维修保养、铣削速度高、加工精度高、重复定位精度高、生产效率高等优点。
2、结构特点
该设备由定位机构、水平横移轴(X 轴)、水平垂直轴(Y 轴)、钻铣轴(Z 轴)、气动系统、电气控制系统组成,其中水平横移轴、水平垂直轴、钻铣轴采用 LXM23A 系列伺服系统控制,提高了定位精度与工作效率;同时,钻铣头部分由 ATV312 变频器驱动高速电主轴完成启动与停止工作。
3、工作原理
主要工序为原点回归,水平横移轴、水平垂直轴、钻铣轴的手动操作,Gcode 文件的执行,且在运行过程中可以调整倍率从而实现三轴的速度变换等,传动系统采用伺服系统与进口齿轮齿条、丝杠进行控制,使定位精度可精确至 0.01MM,重复定位精度至 0.01MM,通过上位机对加工工艺参数进行设置与监控。
为确保设备安全性,每个轴的机械限位信号(常闭信号)与原点信号直接接入伺服系统,在遇到机械限位信号或原点信号时,使伺服系统可以快速反应;同时,钻铣轴的电机抱闸由伺服系统的 DO 输出控制,完美实现对伺服电机抱闸的控制。
4、工艺流程
Ⅰ、点击“手动画面”可进入手动操作,如定位板升降、喷雾冷却、型材压紧等动作,也可完成对每个轴的点动移动等动作,且可通过倍率旋钮实现速度变换;
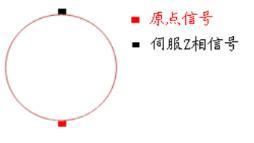
Ⅱ、点击“同时回原点”按钮,首先钻铣轴执行回原点功能,原点回归完成后,再执行水平两轴的回原点功能,从而避免水平轴回原点时对钻铣轴的碰撞;原点回归采用查找到原点信号再反转找电机 Z 相的方式,提高原点回归的定位精度,同时,也可重复执行原点回归功能;
Ⅲ、点击“加载NC程序”按钮,选择需要加工的Gcode文件并打开,无论选择文件的名字是什么,加载至LMC058中即修改为“”;
Ⅳ、点击“解码启动”按钮,LMC058即执行对“”文件的解码工作,同时解码状
态栏中会显示“正在解码中…”信息,当解码完成后,解码状态栏中会显示“解码完成”;实际测试9000步的Gcode文件解码时间约为90-100S;
V、点击“循环启动”按钮,则系统立即执行Gcode文件,在运行过程中可以通过调整倍率旋钮实现速度变换,当倍率为0时,系统停止运行,不为0时,系统继续执行;发生紧急情况下可按下“紧急停止”按钮,则系统立即停止,当恢复“紧急停止”按钮时,按下“循环启动”可继续停止前的工作直至Gcode文件被完全执行完成;
VI、支持Mcode,在执行至Mcode时,可通过SMC_Interpolator的wM变量监控到执行Mcode的当前值,从而根据此数值进行逻辑部分的控制,当完成该步Mcode时,触发bAcknM输入则继续执行Gcode文件;
VII、在Gcode文件执行过程中,可以获取当前Gcode的执行行号,从而获取Gcode文件的执行情况。
5、设备性能指标
电 源: 三相四线,380VAC,50Hz
电 主 轴: 4.5 KW,转速:18000 r/min
变 频 器: 4 KW,380VAC,最高输出频率:600 Hz
伺服电机: 1 x 1 KW,2×0.75 KW,转速:3000 r/min
工作压力: 0.5~0.8 Mpa
供 气 量: 60 L/min
进刀速度: 0~30 m/min
移动速度: 水平横移轴:0~50 m/min,水平垂直轴:0~30 m/min
定位精度: 0.01 mm
重复定位精度: 0.01 mm
二、控制系统的技术要求与控制方案
1、技术要求
运动控制器:DI:26 点,24VDC;DO:16 点,Tr,24VDC,0.5A;内置 CANMotion 运动控制总线,CANopen 现场总线,Modbus TCP 工业以太网接口;支持 Gcode 文件的执行变频器:380VAC,4 KW,内置 CANopen 现场总线接口
伺服系统:一台 1.0 KW 的 LXM23A 控制水平横移轴,一台 0.75 KW 的 LXM23A 控制水平垂直轴,一台 0.75 KW 的 LXM23A 控制钻铣轴(带抱闸)
2、控制方案
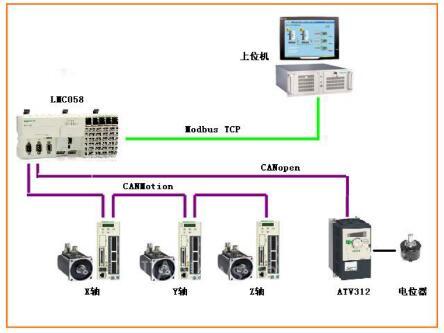
采用施耐德电气整体解决方案,并以LMC058运动控制器为核心
I、LMC058与LXM23A伺服系统之间采用CANMotion运动控制总线,从而实现三轴的点动、原点回归、相对与绝对定位控制、Gcode文件执行等功能,可实时获取当前位置、当前速度、工作状态等信息;
II、LMC058与ATV312系列变频器之间采用CANopen现场总线控制,主要控制电主轴的启动与停止,读取变频器的当前速度,工作状态等信息;
III、倍率调整电位器接入在ATV312的模拟量输入端,由LMC058的CANopen现场总线来读取模拟量输入端的电压变化,从而实现倍率调整,充分利用了变频器的模拟量输入端,节约了LMC058的模拟量输入模块的成本;LMC058 与上位机之间采用工业以太网 Modbus TCP 协议实现数据采集与控制,上位机采用 VB 开发的界面,具有数据的监控与设置,NC 文件的修改、保存与导入等功能,Gcode文件通过 FTP 的方式下载至 LMC058 中,且无论选择哪一个 Gcode 文件,下载至 LMC058中默认是“”文件,在程序中只需要对“”文件进行读取与解码即可;
IV、所有控制部分全部采用 CANMotion 运动控制总线与 CANopen 现场总线,具有安装操作方便、节约配线时间、减少了因硬件接线过多造成的潜在隐患点、抗干扰能力强、可扩展性等优势。
系统架构如下:
3、控制难点分析
Ⅰ、Gcode文件执行;自LMC058发布以来,与LXM23A的CANMotion运动控制总线的通讯未有Gcode文件执行的成功案例,CNC中可以执行的Gcode是否可在LMC058中应用未有详细的资料可供参考,根据现场测试与摸索,现列出LMC058可以支持的Gcode与标准的书写方式,如下:
N:行号或序列号
G00:快速定位
G01:直线插补定位
G02:CW(顺时针)圆弧/螺旋插补定位
G03:CCW(逆时针)圆弧/螺旋插补定位
G04:暂停延时
G17:XY 平面选择
G18:ZX 平面选择
G19:YZ 平面选择
G17/G18/G19:决定圆弧/螺旋插补的平面选择,对于直线插补无任何影响
G90:绝对坐标定位
G91:相对坐标定位
E:加速度与减速度
F:速度
I/J/K:在 G02/G03 指令中,定义圆弧/螺旋插补的参数,常用于圆弧的加工
R:在 G02/G03 指令中,定义圆弧/螺旋插补的参数,常用于整圆的加工,定义圆的半径
X/Y/Z:轴的设定位置,如 X-100.5 Y210.2 Z-300.0
M码:用户自定义M码的作用
标准的 G 代码格式
N0 E500 E-500
N1 G01 X1000 Y-100 F100
N2 G00 Z-10 F200
N3 G01 X500 Y-50 F60
不同的 G 代码不能在同一行内,比如:N1 G90 G01 X1000 Y-100 F100
如上所示,如果已经声明了加速度与减速度,则在以下的G代码中未声明加速度与减速度的,默认为上面设置的加速度与减速度
Ⅱ、重复定位精度;LXM23A伺服系统的原点回归方式选择为7或11,描述为:以第一速度查找原点信号,当遇到原点信号时,电机反转,以第二速度离开原点信号的下降沿后,查找到电机的Z相信号后停止,但由于LXM23A的原点回归在找到Z相信号后,会有一个减速过程,从而产生了一个小的位置偏差,但无法保证不同回原点速度下的位置偏差相同;解决方案:在原点回归完成后立即执行一次MC_MoveAbsolute绝对定位使其找到真正的电机Z相信号,此时,坐标系的位置全部为0
Ⅲ、伺服系统每次原点回归的位置不一致?原点回归模式为遇到原点信号之后反转找到伺服系统的 Z 相后停止,在原点信号非常接近伺服系统 Z 相信号的情况下,如果原点信号响应时间快,则会发生反转时立刻就会抓到伺服 Z 相的现象,而原点信号响应时间慢时,则会发生反转时伺服 Z 相到达而原点信号还未到达的现象,造成原点回归停止在伺服第二次 Z相信号位置;
解决方案:轻微移动原点信号,使其在触发时大约在伺服相对 Z 相点的半圈位置。
4、NC 文件的加载

根据客户需要,使用VB开发了使用FTP方式传输NC文件的工具软件,此软件可以集成在上位机系统中,或者二次开发均可;软件启动后,会在D:\根目录下创建一个“NCFiles”文件夹;传送单个文件时,传输至LMC058的NC文件名字指定为“”;传送多个文件时,会将D:\NCFiles文件夹下的所有*.txt传输至LMC058,但不会更改文件的名字,需要使用某一个文件时,需要在LMC058的程序功能块中设置文件名字。
5、如何验证Gcode文件生成的图形
在实际应用中,用户常常使用不同的软件进行Gcode文件的生成,因此,这里有一个问题,就是其中Gcode的小数点保留位数的问题,举例来讲,我们使用一个第三方的软件生成Gcode文件下载至LMC058后,发现应该是一个整圆的动作,但是执行的效果却是不符的,通过第三方的NC路径查看软件验证此图形是正确的,经过自己分析Gcode文件后,发现在G02指令中的I参数正确的数值应该为10.6235,但是在第三方软件生成时,变为了I10.623,因此LMC058无法正确的识别这个Gcode,从而产生了不同的执行结果;为了避免此类情况的发生,有两种方式可以实现对Gcode的验证:
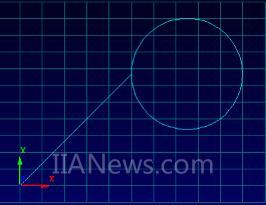
I、新建一个LMC058的工程,添加“CNC”,将Gcode复制至编辑框内,则自动生成所描述的图形,如下:
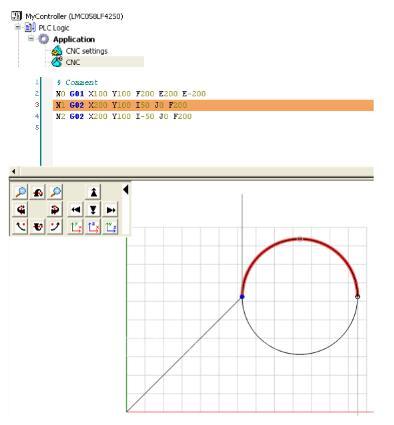
如果Gcode文件在这种方式下,不能生成正确的图形,则需要检查Gcode文件的正确性
II、使用权威的第三方NC View软件进行图形查看,进一步验证
三、应用总结
本系统采用了施耐德电气整体解决方案,具有以下几大优势:
● 采用CANMotion与CANopen总线控制方式,消除了常规控制方式所带来的种种不安全潜在因素,不需要改变任何硬件接线的多模式自由切换方式使控制更加灵活,数据信息的实时反馈确保系统稳定运行,通过总线控制方式,有效降低了生产成本,减少了配线工作量,为未来设备的扩展与更新提供了便利条件;
●提高了设备运行的稳定性;
●提高了设备生产效率。采用施耐德电气方案后,生产速度可达50 m/min。生产速度提高10%,设备运行稳定性相比以前提高10%;
● 人性化的编程界面,多种语言混合编程模式,操作简单,使用方便。
四、设计开发工具

(转载)

