
我们查看了现有制程,意识到如果将工件传送至机床上之后立即开始测量,将会节省大量时间。
在开始加工前,我们需要花费60至90秒的时间进行测量,这时有些人会担心机床的停机时间。但是,我们通过这种方式为操作员节省了至少5分钟的时间可做其他工作,这足以覆盖测量时间, 而且我们还避免了制程中可能出现的人为误差,这在一定程度上也有助于降低废品率— 目前废品率降低了25%。
因此,我们测量并找正工件所花费的几十秒钟时间是非常有必要的。
消除人为误差并降低废品率
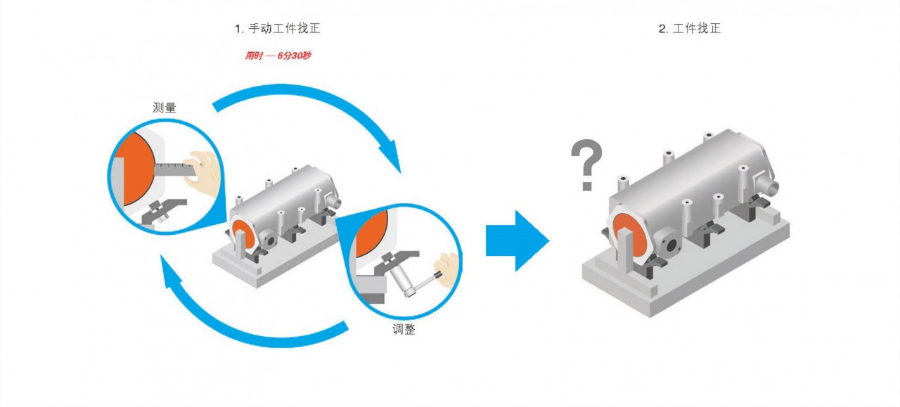
QEP公司经常需要按照五种不同的设计加工一系列砂型铸铝零件。每个批次通常包含50个零件。用于固定铸件的夹具和方法因砂型铸造工艺而异,而且每次找正都是离线进行的,因此需要很高的操作技能。工件单位找正时间需要6至7分钟;这种耗时的手动过程不仅对技能娴熟的操作员形成了不必要的限制,而且会造成很高的废品率。
雷尼绍工程师使用雷尼绍的Productive Process Pyramid™(高效制造过程金字塔解决方案)剖析了QEP公司的制造过程和各个生产阶段的关键要素。该框架用于识别和控制在加工过程的各个主要阶段可能发生的变化。
解决方案
制造过程焦点:过程设定
针对过程设定,雷尼绍工程师采取了多种措施, 以大幅增加有效生产时间、提高产品质量。
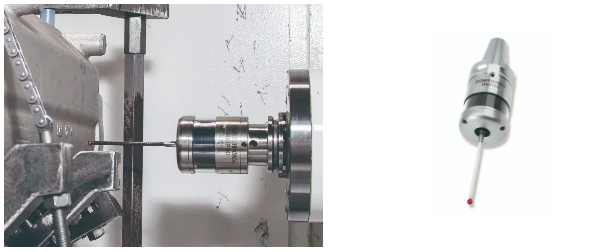
QEP在其加工过程中引入了雷尼绍RMP60和RMP600测头测量系统。这两套系统具备快速、自动、机内工件找正功能,缩短了70-80%的工件单位找正时间。RMP60和RMP600测头不仅增强了制程可靠性,而且将废品率降低了25%。

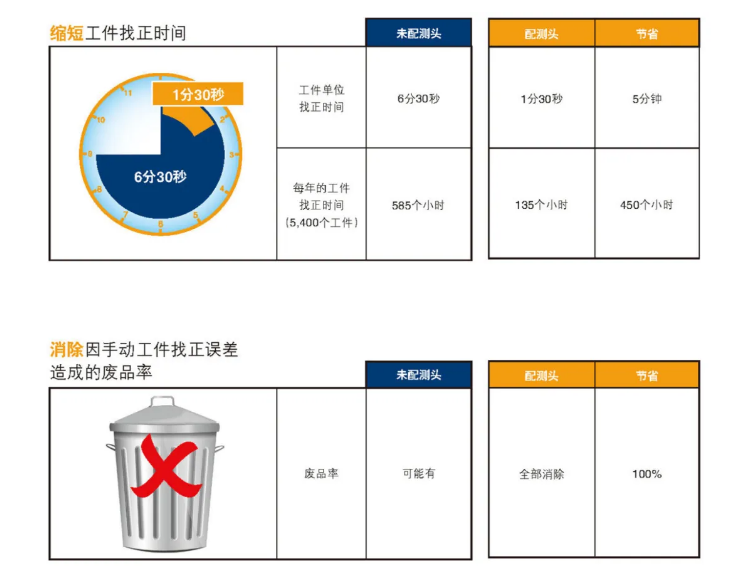
结果
以下图表提供的行业应用典型示例显示了测头使用前后的不同情况。
(转载)

