
功能概述
在车床加工中如更换加工件,其Z向长度发生变更,按照以往方式必须对所有刀具Z向进行再次“对刀“。导致工作效率低下,增加操作者的负担。使用工件坐标系偏移功能可以轻松解决以上顾虑。
什么是工件坐标系偏移功能?
工件坐标系偏移分为手动方式和自动方式,本期主要是介绍手动设定。更换“工件”后只需对基准刀具进行长度测量,将偏移数据设定至“工件偏移量”,其它刀具长度补偿会自动偏移相同距离。
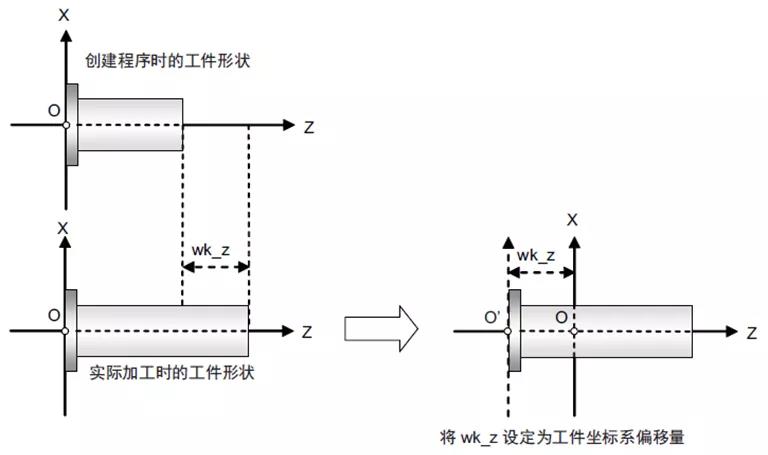
图1
操作步骤
第一步
点击按键“MONITOR”→“T管理”进入图2页面设定基准刀具信息。设定完成后调用当前设定的基准刀具,进入下一步测量。如果不进行基准刀具登录,接下来无法进行测量,会报“设定错误”警告。
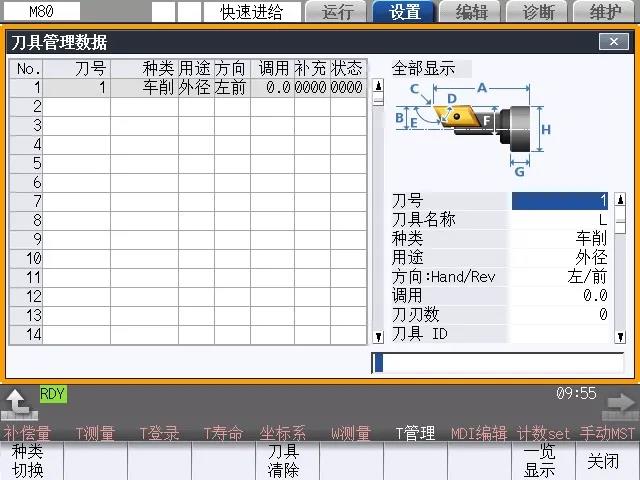
图2
第二步
点击按键“MONITOR”→“W测量”如下图3,设定偏移值。
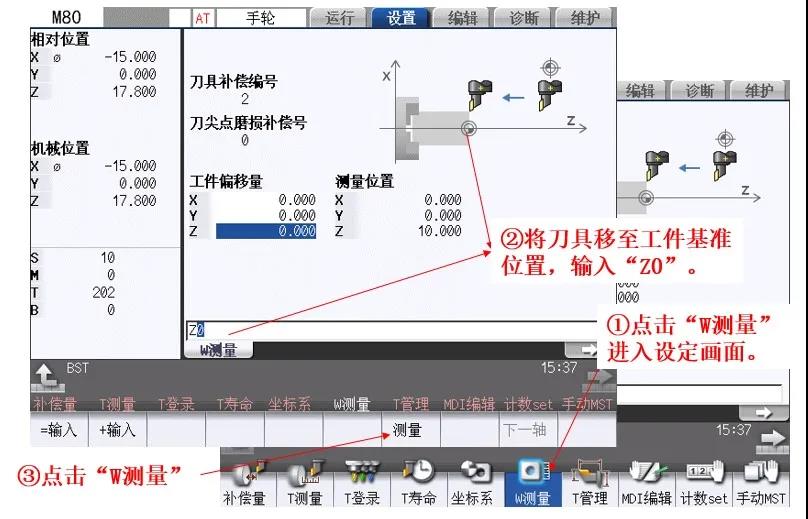
图3
第三步
自动计算差值写入“工件偏移量”,如下图4。
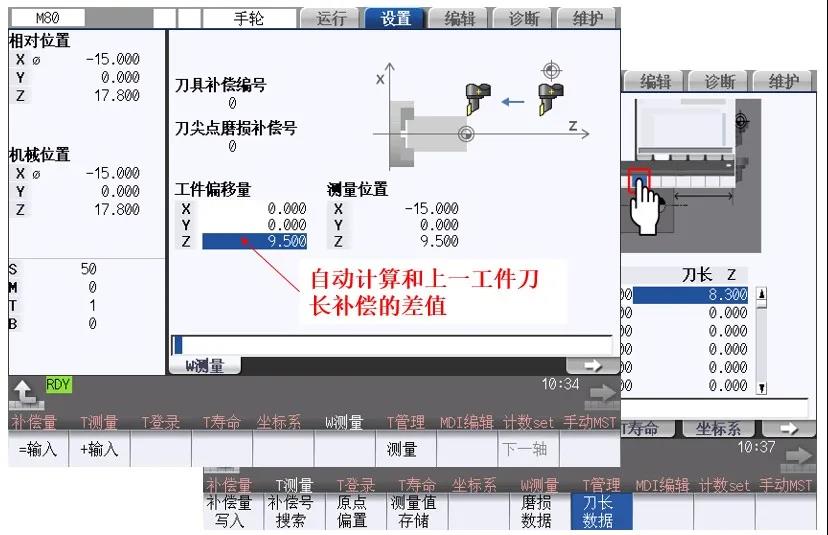
图4
注意事项
1.调取刀具后移动轴“测量位置”才会有数值显示。否则一直为“0”。
2.只有在在手轮、手动、快速进给方式下才可以进行偏移测量。
(转载)

