本期看点
近几年,行业新政组合拳加速了医疗器械供应链过去传统粗放的模式向标准化、集约化、数字化、信息化转型变革的市场趋势。
受新冠疫情刺激以及当前进入疫情常态化防控阶段的实际需求,国家对公卫体系、疾控体系、基层医疗体系的资金投入及政策扶持都带来了大量发展机遇,医疗器械行业跑步进入黄金赛道。

为实现自动化、信息化和效益化的目的,智能立体仓库仓储系统的应用在医疗器械行业备受关注。依托自动化物流设备与信息管理系统,不仅能够适应一些特殊环境下的医疗器械仓储需求,有效提高空间利用率3-5倍,大大提高工作效率,降低人员劳动强度,而且能够全面掌控数据信息,优化作业流程,缩短库存及周转时间,实现科学的管理和控制。

2020年,综合性系统解决方案集成商科捷智能为国内一家以血液净化产品为主营业务的A股上市企业打造了一套医疗器械智能仓储管理系统,用于医疗器械成品及相关辅料、包材的自动化出入库及仓储管理,赋能客户企业供应链数智化建设。
根据客户需求,该项目规划的功能分区涵盖高架库区、平库区、物料接收区、原辅料输送区、发货区、码垛分拣区、抽样检验盘点区和控制区。其中高架立库区应用堆垛机仓储系统、托盘输送系统、双工位RGV穿梭车系统、外形及重量检测系统、电气控制系统、WMS/WCS软件系统, 是科捷智能深耕医疗器械行业的又一代表性成果。
此项目应用单深位堆垛机8台,双深位堆垛机1台,最大走行距离70米,提升高度22米,灵活适应储位设计,堆垛机最高处理能力达462托/小时,满足实际业务需求;
堆垛机可通过上位机进行运行状态实时监控与数据通讯,且具有故障定位自诊断功能,并可由人机界面、声光报警及通过通讯网络在上位机提示操作人员对相关部件进行定性检测或快速更换,确保高可靠性。

科捷智能专注于为客户提供定制化的产品与服务。此项目应用的托盘输送系统,采用分布式布局,适应单元重量650kg的货物;
双工位定制RGV穿梭车搬运系统,小车额定承载1300kg,独立供电,低噪音,运行平稳,速度可配置,最高可达180米每分钟;
配套的模块化控制系统能够实现设备的实时控制、路径到达、设备及生产数据采集传送、设备的安全保护和报警急停、设备故障诊断等功能。
此外,还预留了具备扩展3台以上AGV设备的扩展功能,可以根据生产需要随时增设,AGV系统接受WCS的调度。

科捷智能提供的软件系统解决方案是其自主研发的一套仓库自动化系统(WAS),可与科捷智能其他产品和方案无缝集成,同时系统采取统一标准的接口、通信协议,具有良好的可操作性和扩展性,能兼容不同厂家生产的同类设备。
对于不包含在标准模块中的客户需求,可以通过修改现有的模块插件或者添加新的模块插件及时响应客户需要,不同功能级的权限划分和定义也保证了操作的安全性,进而有效提高客户的仓储运作效率。
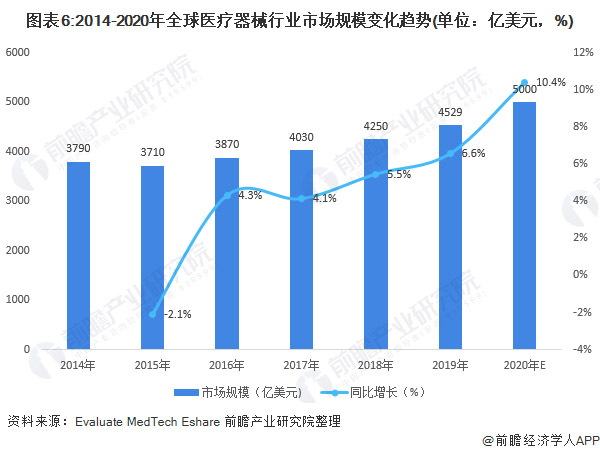
作为与人类生命健康密切相关且高新技术复合交叉的战略性新兴产业,医疗器械产业长期以来一直保持良好的增势,细分行业的整合也愈加成熟,市场容量庞大,需求释放稳定,医疗器械物流的未来发展值得期待。
数智化赋能医疗器械生态圈,依靠自动化物流设备应用和智能化仓储管理体系建设,全方位提高仓储管理水平,减轻人工依赖,实现精准高效的分拣作业,节省不必要的运营成本。
“智”造无止境。愿为助力医疗器械生态圈更加智慧健康,贡献属于科捷智能的力量。
(转载)